


О Hас
ООО Сычуань Инвэйси Технолоджи
ООО Сычуань Инвэйси Технолоджи — это высокотехнологичное предприятие, профессионально предоставляющее комплексные решения в области интеллектуальной сварки и аддитивного производства (3D-печати). Основные направления деятельности компании включают системы аддитивного производства, коллаборативные роботы, промышленные роботы, специализированное сварочное оборудование индивидуального изготовления и услуги по автоматизированной интеграции, стремится посредством тройственной услуги «оборудование-технология-материал» способствовать развитию высокотехнологичного производства в направлении интеллектуализации, облегчения веса и повышения эффективности.
- -
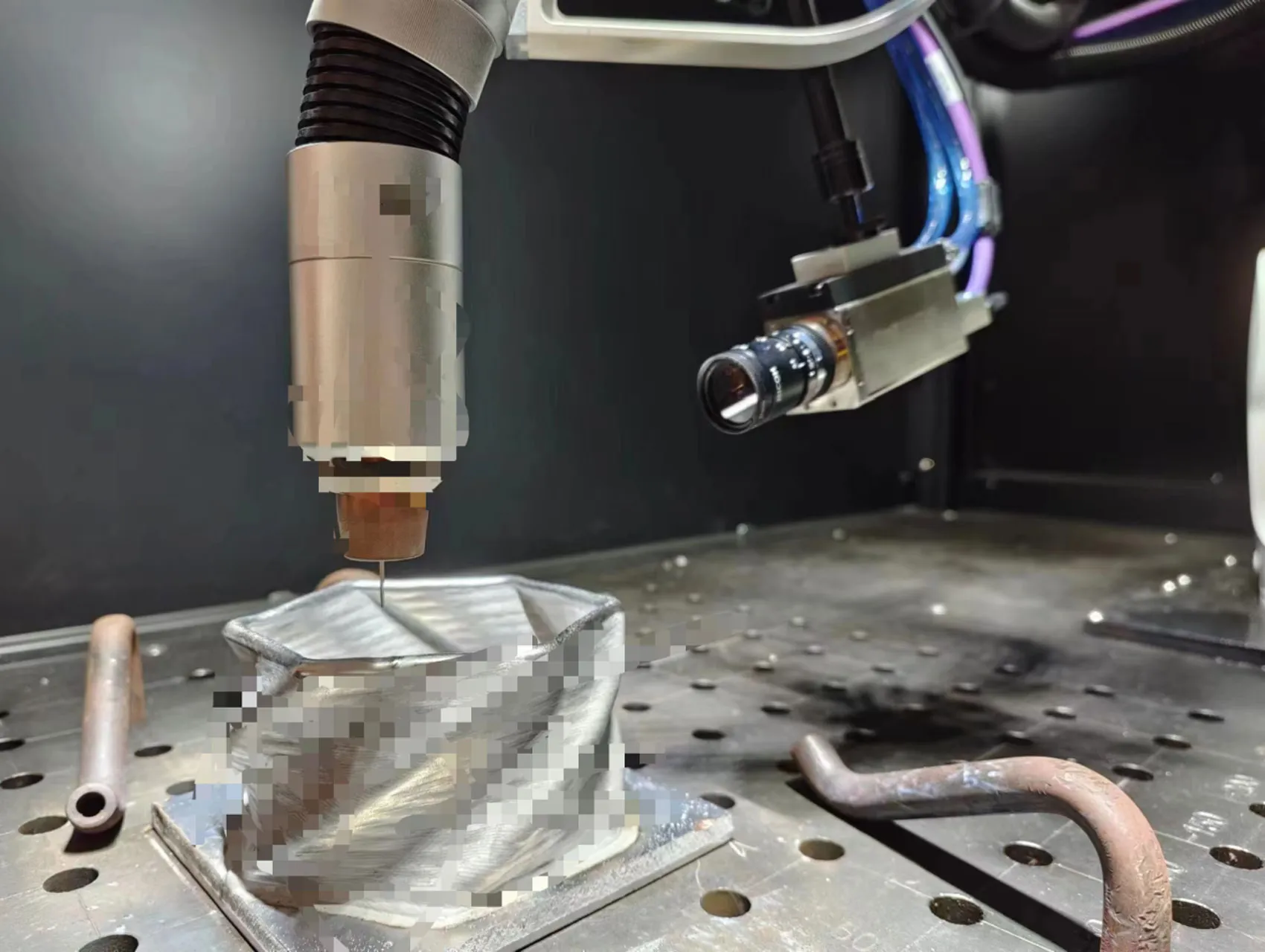
Аддитивные системы (3D-печать)
- -
Коллаборативные роботы
- -
Промышленные роботы
- -
Специализированное сварочное оборудование индивидуального изготовления
- -
Вакуумные камерные сварочные системы
- -
Сварочные аппараты



Годы опыта
Продукция








Наши преимущества
01
Имеет в штате двух докторов наук и одного отраслевого эксперта, находится на международном передовом уровне в области материалов из высокопрочных алюминиевых сплавов и технологий их формообразования.
02
Предлагаемый нами портативный коллаборативный робот + мобильная тележка. Более удобный, простой в освоении (очень дружелюбен для новичков) и применим для сварочных аппаратов MIG/MAG, сварки TIG, лазерной сварки, плазменной сварки, визуального контроля, сортировки/транспортировки и других задач.
03
Прецизионное сварочное оборудование: сварка нержавеющей стали/жаропрочных сплавов/титановых сплавов и других материалов с точностью до 0,01 мм.
04
Оборудование для автоматизации индивидуального изготовления: разработка и производство автоматизированного оборудования по индивидуальным требованиям клиента.
05
Мощные возможности интеграции: робот + оснастка индивидуального изготовления + услуги по разработке технологии + разработка материалов + разработка продукта.
06
Продукция с высокой стоимостью: предоставление коллаборативных роботов, сварочных роботов и продуктовых услуг с высокой рентабельностью.
ООО Сычуань Инвэйси Технолоджи
является специализированным системным интегратором и поставщиком комплексных решений в области автоматизации сварки и аддитивной 3D-печати.
Контакты
-
ул. Цинма, 1189, Южный район Современного промышленного порта, р-н Пиду, г. Чэнду, пров. Сычуань, Китай
-
+86-18780270991
-
416219705@qq.com
Избранные проекты

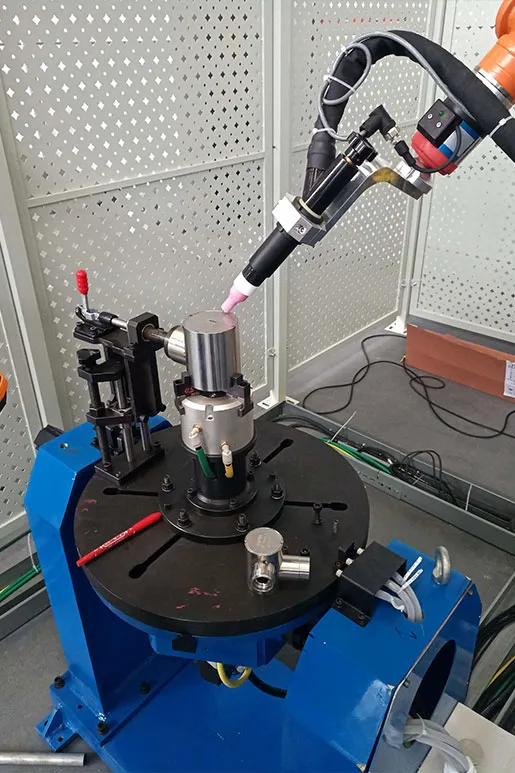
Роботизированная автоматизированная линия для сварки TIG.
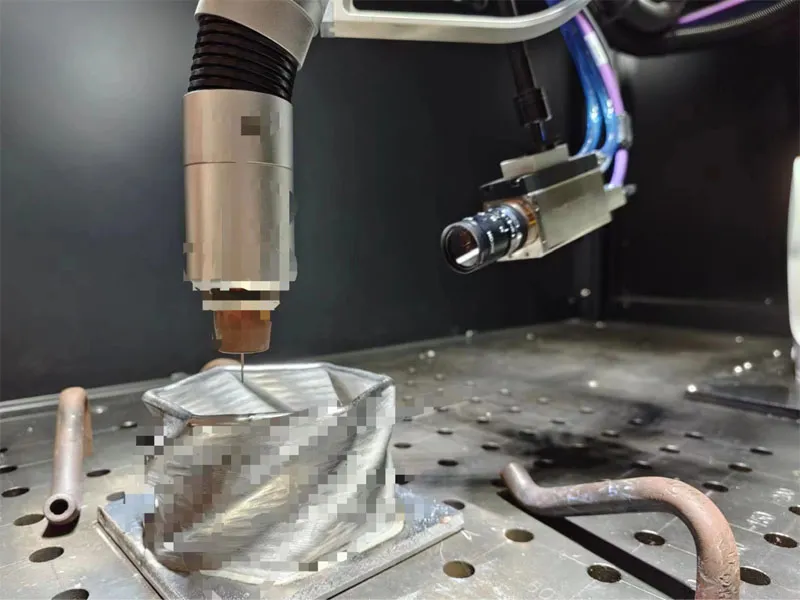
Рабочая станция для аддитивного производства (3D-печати).

Оборудование для прецизионной контактной сварки.

Роботизированная автоматизированная линия для сварки.

Сварка алюминиевых банок MIG + система подачи проволоки с удлинением 20 метров.

Мобильный коллаборативный сварочный робот на тележке (сварка MIG/MAG).
Наши новости

ООО Сычуань Инвэйси Технолоджи добилась прорыва в технологии глубокой сварки TIG: сварка нержавеющей стали толщиной 8 мм без прорезания достигла стандарта сварного шва первого класса
На днях компания «Сычуань Инвэйси» добилась значительного прорыва в области высокотехнологичных сварочных технологий: разработанная ею технология TIG-сварки с глубоким проплавлением (сварка нержавеющей стали в среде аргона) позволила обеспечить полное проплавление листов нержавеющей стали толщиной 8 мм без прорезания, что обеспечило технологический эффект односторонней сварки с двусторонней формовкой. Результаты радиографического контроля сварных соединений полностью соответствуют требованиям к сварным швам первого класса, что обеспечивает более эффективное и надёжное решение для сварки в таких областях производства высокотехнологичного оборудования, как аэрокосмическая промышленность, нефтехимия и производство сосудов под давлением. В традиционных технологиях сварки нержавеющей стали для листов толщиной 8 мм обычно требуется предварительная обработка с прорезанием шва, а также многослойная и многопроходная сварка для обеспечения полного проплавления. Это не только усложняет технологический процесс и снижает эффективность сварки, но и приводит к появлению таких дефектов, как деформация сварного шва и недостаточное проплавление. Технология TIG-сварки с глубоким проплавлением, разработанная компанией «Сычуань Инвейси», основана на оптимизированном управлении энергией дуги и защите плавильной ванны. Она позволяет достичь полного проплавления по всей толщине за один проход без предварительной обработки листов нержавеющей стали толщиной 8 мм; одновременно благодаря точному контролю теплоотдачи обеспечивается естественное формирование обратной стороны при односторонней сварке, а сварной шов получается равномерным и эстетичным, без таких распространенных дефектов, как поры, включения и недостаточная проварка. Результаты радиографического контроля сварных соединений, выполненных с использованием данной технологии, полностью соответствуют стандартам сварных швов первого класса. Кроме того, соединения успешно прошли ряд строгих отраслевых испытаний, включая аттестацию сварочного процесса и гидравлические испытания сварных соединений под давлением; механические и коррозионно-стойкие характеристики сварных соединений соответствуют требованиям, предъявляемым к высокотехнологичному оборудованию. Данная технология может широко применяться для сварки различных высокотехнологичных материалов, таких как нержавеющая сталь, титановые сплавы и никелевые сплавы, и уже нашла практическое применение в таких областях, как сварка конструкций для аэрокосмической отрасли, сварка сосудов под давлением, сварка трубопроводов в нефтехимической промышленности, сварка строительной техники и сварка секций судов. Учитывая строгие требования аэрокосмической отрасли к облегчению веса и высокой надёжности сварных конструкций, данная технология позволяет значительно уменьшить деформацию конструкций, вызванную тепловым воздействием при сварке, повысить точность размеров деталей и стабильность эксплуатации; в сфере сосудов под давлением и нефтехимической промышленности технология сварки без прорезания значительно снижает сложность технологического процесса на строительной площадке, повышает эффективность сварки трубопроводов и сосудов, а качество формирования сварных швов первого класса полностью гарантирует безопасность эксплуатации оборудования в условиях высокого давления. Являясь китайской научно-технической компанией, специализирующейся на разработке и применении высокотехнологичных сварочных технологий, «Сычуань Инвейси» неизменно уделяет пристальное внимание прорывам в области локализации сварочных технологий. Внедрение технологии глубокого проплавления TIG не только восполнило технологический пробел в соответствующих процессах в Китае, но и обеспечило мощную поддержку для обеспечения автономности и контроля над ключевыми технологиями в сфере производства высокотехнологичного оборудования в нашей стране. В будущем компания намерена продолжать углубленную работу над исследованиями и разработками в области сварочных технологий, постоянно оптимизировать технологические решения и предоставлять высококачественные и высокоэффективные сварочные технологические решения для все большего числа отраслей. https://ecdn.cnyandex.com/yjtyram/uploads/e7b5f4d1cb08d713f656ba71af2851ff.mp4
Подробнее

Преодолеваем барьеры в сварке разнородных материалов! Технология прецизионной точечной сварки ООО Сычуань Инвэйси Технолоджи обеспечивает стабильное соединение металлических пленок из разных материалов
На дняхООО Сычуань Инвэйси Технолоджи добилась значительного прорыва в области прецизионной сварки разнородных материалов: разработанное ею собственными силами высокоточное оборудование для точечной сварки позволило успешно осуществить стабильную сварку разнородных материалов — тонких пленок из нержавеющей стали, алюминиевого сплава и меди. Таким образом, удалось преодолеть такие отраслевые проблемы, как склонность разнородных металлических пленок к растрескиванию, термической деформации и недостаточной прочности соединения, что обеспечило ключевые решения для высокотехнологичных производств в таких областях, как новые источники энергии, микроэлектроника и прецизионные датчики. Этот технологический прорыв направлен на решение ключевых проблем, связанных со сваркой металлических пленок из разнородных материалов. В таких областях, как изготовление выводов для аккумуляторов новых источников энергии, герметизация микросенсоров и соединение микроэлектронных компонентов, надёжное соединение металлических пленок из разных материалов является ключевым фактором, обеспечивающим рабочие характеристики и стабильность продукции. Однако из-за значительных различий в коэффициентах теплового расширения и теплопроводности таких металлов, как нержавеющая сталь, алюминий и медь, традиционные методы сварки очень часто приводят к растрескиванию сварных швов, прожиганию основного материала и недостаточной прочности соединения, что на протяжении долгого времени оставалось технологическим препятствием, сдерживающим развитие высокотехнологичного прецизионного производства. Исследовательская команда компании Yingwei Xi Technology, занимаясь решением этой сложной задачи на протяжении нескольких лет, благодаря оптимизации алгоритмов управления сваркой, модернизации модулей выхода энергии и настройке индивидуальных технологических параметров, успешно разработала высокоточное оборудование для точечной сварки, предназначенное для сварки металлических пленок из разнородных материалов. Данное оборудование оснащено разработанной собственными силами системой управления энергией с замкнутым контуром на микросекундном уровне, которая обеспечивает точность регулирования температуры на уровне миллисекунд, а точность регулирования тока достигает ±0,1 ампера. Система автоматически подбирает параметры сварки для различных комбинаций материалов, решая проблему дисбаланса тепловых напряжений при сварке разнородных металлов. Судя по результатам сварки образцов на месте, для металлических пленок из трёх различных материалов удалось обеспечить высококачественное соединение без брызг, без прожига и с минимальной деформацией. Сварные швы между пленками из нержавеющей стали и алюминиевого сплава получились ровными и гладкими, без окислительного окрашивания; место соединения медной и нержавеющей плёнки отличается плотным сцеплением, а прочность на отрыв значительно превышает отраслевые стандарты; все образцы прошли независимую экспертизу, и прочность сварных швов на растяжение соответствует требованиям высокотехнологичного производства, при этом дефектов, таких как трещины и поры, обнаружено не было. В настоящее время данное высокоточное оборудование для точечной сварки успешно применяется в таких областях, как сварка выводов литиевых аккумуляторов для новых источников энергии, герметизация плёнок микродатчиков давления, соединение выводов микроэлектронных компонентов и сварка прецизионных деталей медицинского оборудования. В сфере новых источников энергии оно позволяет осуществлять соединение медных и алюминиевых выводов без пропусков и разрывов сварки, что увеличивает циклический ресурс аккумуляторов; в микроэлектронике оно решает проблему прецизионной сварки плёнок из нержавеющей стали и меди, обеспечивая стабильность передачи сигналов датчиков; в сфере медицинского оборудования оно отвечает требованиям сварки медицинской нержавеющей стали и тонких пленок из титановых сплавов, обеспечивая соблюдение производственных стандартов высокой чистоты и надёжности. Благодаря превосходным техническим характеристикам данное оборудование получило признание со стороны множества предприятий в сфере новых источников энергии и точного машиностроения. Отзывы клиентов показывают, что доля качественных сварных соединений достигает 99,9%, а количество переделок сокращается более чем на 80% по сравнению с традиционными технологиями; производительность повышается на 40%, что значительно снижает производственные затраты предприятий и способствует улучшению качества продукции. В будущем компания Yingwei Xi Technology будет продолжать углублять свои исследования в области технологий сварки разнородных материалов, постоянно оптимизировать характеристики оборудования и расширять сферу его применения, предоставляя более надёжные и эффективные сварочные решения для таких отраслей, как новые источники энергии, микроэлектроника и аэрокосмическая промышленность, способствуя трансформации и модернизации высокотехнологичного производства Китая в направлении прецизионности и интеллектуализации. https://ecdn.cnyandex.com/yjtyram/uploads/83ee1f8013b57032dd21cb8dd24b0e9e.mp4
Подробнее

Устанавливая новый стандарт гибкого интеллектуального производства! Система совместной роботизированной сварки компании Yingwei Tin внедрена на Сычуаньском заводе по разделению воздуха, что является передовым достижением в области автоматизации сварки.
Недавно разработанная компанией Sichuan Yingweixi Technology Co., Ltd. система совместной роботизированной сварки была успешно применена в компании Sichuan Air Separation Equipment Co., Ltd. Она точно адаптирована для сварки внутренних и наружных кольцевых сварных швов теплообменников из алюминиевых сплавов и сосудов высокого давления из нержавеющей стали. Благодаря основным преимуществам — «низкому порогу запуска, высокой гибкости в работе и стабильному качеству результата» — она решает три основные проблемы традиционной ручной сварки: низкую эффективность, нестабильное качество и высокий риск, что дает мощный импульс модернизации автоматизации в таких отраслях, как производство воздухоразделительных систем и сосудов высокого давления. Компания Yingweixi Technology, являясь национальным высокотехнологичным предприятием, разработала систему роботизированной сварки, которая решает проблемы, с которыми сталкиваются малые и средние предприятия в процессе автоматизации: «нежелание трансформироваться, невозможность трансформации и невозможность плавной трансформации». Система преодолевает ограничения традиционных промышленных роботов, которые характеризуются «высокими инвестициями, высокими барьерами для входа на рынок и низкой гибкостью», и благодаря своей легкой, простой в развертывании и легко адаптируемой конструкции внедряет автоматизированную сварку в обычные цеха. Четыре ключевых преимущества, которые меняют стандарты автоматизации сварки. 1.Стандартное электропитание 220 В, отсутствие препятствий для развертывания: Нет необходимости в промышленном источнике питания 380 В, запуск возможен через обычную розетку в мастерской. Нет необходимости модифицировать систему электроснабжения или выделять отдельную линию, что значительно снижает затраты на развертывание. 2.Гибкий и мобильный, готовый к работе в любое время и в любом месте: конструкция «совместный робот + мобильная сварочная тележка» исключает необходимость в предварительно встроенных направляющих и стационарных рабочих местах, позволяя ему гибко перемещаться между рабочими местами и легко адаптироваться к сложным сценариям, таким как узкие пространства и крупные компоненты. 3.Надежный процесс и контролируемое качество: В процессе используется технология сварки MIG/MAG и финское сварочное оборудование KEMPPI . Заданные параметры выполняются стандартизированным образом, сварной шов формируется за один проход, а стабильность качества значительно превосходит показатели ручной сварки. 4.Безопасность и эффективность, снижение затрат и повышение производительности: заменяет ручной труд в условиях сварки с высоким риском, исключая риски для безопасности; обеспечивает непрерывную работу без перерывов, повышая эффективность более чем на 50% по сравнению с ручным трудом и высвобождая ценность человеческих ресурсов. Прямое решение проблем отрасли с получением значительных результатов на практике. При производстве воздухоразделительного оборудования и сосудов под давлением сварка внутренних и наружных кольцевых сварных швов теплообменников из алюминиевых сплавов и сосудов под давлением из нержавеющей стали всегда была одной из основных проблем традиционной ручной сварки. Ручная сварка не только трудоемка и неэффективна, но и качество сварного шва в значительной степени зависит от квалификации рабочего, что приводит к низкой стабильности и высокой частоте переделок. Что еще более важно, такие сценарии, как сварка внутри герметичных контейнеров и сварка крупных компонентов на высоте, сопряжены с чрезвычайно высокими эксплуатационными рисками и частыми несчастными случаями. Успешное внедрение системы совместной роботизированной сварки Yingweixi на предприятии по производству воздухоразделительного оборудования в провинции Сычуань точно решает вышеупомянутые проблемы. Проверка в реальных производственных условиях показала, что система обладает высокой адаптивностью, работает стабильно, обеспечивает 99,9% успеха сварки и значительно снижает затраты на доработку. Кроме того, удобство развертывания и гибкая мобильность идеально подходят для разнообразных мелкосерийных производственных процессов в воздухоразделительном оборудовании, что получило высокую оценку заказчика и представляет собой воспроизводимый и масштабируемый эталонный пример автоматизации сварки в воздухоразделительной отрасли. В будущем компания Yingwei Tin Technology продолжит уделять основное внимание потребностям в интеллектуальной сварке в таких отраслях, как воздухоразделение, производство сосудов под давлением и прецизионное производство, постоянно оптимизируя производительность систем совместной роботизированной сварки, расширяя сценарии применения и предоставляя более удобные, надежные и эффективные автоматизированные решения для сварки, чтобы помочь обрабатывающей промышленности страны трансформироваться и модернизироваться в направлении гибкости, интеллектуальности и высокого качества, внося ключевой вклад в локализацию высокотехнологичного производства. https://ecdn.cnyandex.com/yjtyram/uploads/Устанавливая-новый-стандарт-гибкого-интеллектуального.mp4
Подробнее






